



換模后送料機角度的調節不可忽視
沖壓加工方式因其加工成本低、生產效率高、生產成品品質好等優勢被越來越多的制造行業所運用。沖壓加工有單沖和連續兩種生產方式,單沖加工是使用人工手動送料配合沖床進行沖壓生產,而連續加工是使用送料機為沖床步進化的送料實現自動化沖壓生產。因使用人工手動送料的單沖加工存在勞動強度大、生產效率低、安全隱患大等劣勢逐步被使用送料機的連續沖壓生產所取代。
只是在國內連續加工的沖壓方式普及的很晚,當前很多沖壓客戶都是初次使用搭配送料機的連續加工方式,因此對送料機的操作使用都不太熟悉,不少時候都會出現要沖壓一種新產品為沖床更換模具后,出現送料機送料不準的現象,這些沖壓客戶的操作人員因經驗不足,也很難檢查出哪里出現了問題,就覺得送料機不好用,質量不好。
其實多數換模后送料機出現送料不準的現象并不是因為送料機本身出現了故障,而是操作人員未根據沖壓工藝而調整送料機角度而造成的,很多初次使用送料機的客戶為沖床換模后,只是調整了一下送料機的送料高度以使其與模具下模高度配合,而并不會去更改送料機的角度,而結果就是送料機出現了送料不準。對很多初次使用送料機的客戶都不明白為什么更換模具后要調整送料機角度呢,為了解決這一疑惑,晉志德機械在此做一下詳細說明:
送料機角度需要更改是因為沖床模具的結構出現了改變,很多客戶只注意了高度的變化,但模具高度變化的同時導正針長度也會隨之發生改變,導正針長度變化后插入模具的時間就會變化,送料機放松時間也就需跟著變化,不然就會出現放松過早或過晚的現象,造成送多送少,這也就是為什么更換模具后需調整送料機角度的原因。
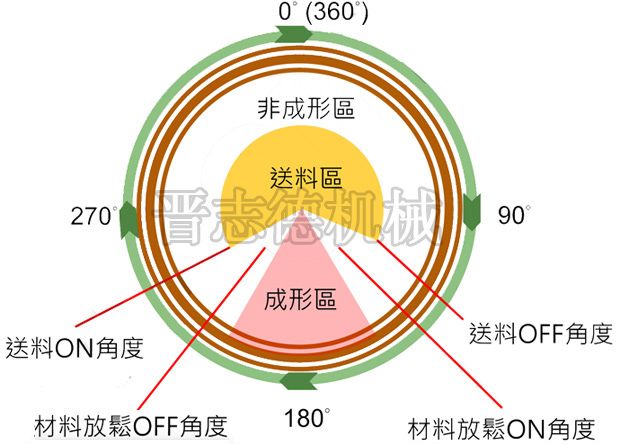
因此,沖壓企業在使用送料機進行連續生產更換模具后,一定要及時調整送料機的角度,調整的標準是當模具導正針進入導正孔位后放松,模具上升導正針在未出導正孔前時送料機夾緊材料為準來調節放松角度。具體調節方法晉志德每臺送料機說明書中都有詳細的說明按說明一步步調整即可,若客戶仍不會調節,可隨時致電每臺送料機標牌上的售后熱線,晉志德將委派專業的技術人員上門為您解決。
文章發表:http://www.pingjiamianmo.cn/new_hmjd.html