



滾輪送料機的選購與使用
一、滾輪送料機的優點是什么?
答:晉志德滾輪送料機被譽為第二代沖床送料機,也是目前使用多的送料機型,其基本原理是通過偏心盤固定座與沖床輸出軸相連,由沖床輸出軸提供動力來源通過偏心盤、十字接頭、連桿、搖臂、傳動軸帶動送料滾筒實現精準送料,通過安裝在沖床滑塊上的放松打桿裝置實現放松功能,具有無能耗、速度快(快送料速度可達600次/min)、精度高、穩定性好、性價比高、故障率低等優點。
二、是不是所有沖床都適合搭配滾輪送料機呢?
答:滾輪送料機的傳動與工作原理決定了它并不適合搭配所有沖床,其適用范圍受到很大的限制,先其搭配的沖床必須配有輸出軸,其次沖壓生產材料寬度需在700mm以內、材料厚度需在3.5mm以內、沖壓送料步距300mm以內,后在一次沖壓生產中沒有多步距沖壓加工之需求,滿足這些條件的沖床及沖壓工藝之需求才適合選用滾輪送料機。
三、滾輪送料機安裝時需要注意什么呢?
答:滾輪送料機安裝通常是由晉志德機械專業技術人員來執行的,若客戶自行安裝則需嚴格依照晉志德滾輪送料機使用說明書上介紹的來進行,安裝時還需特別注意五大方面:
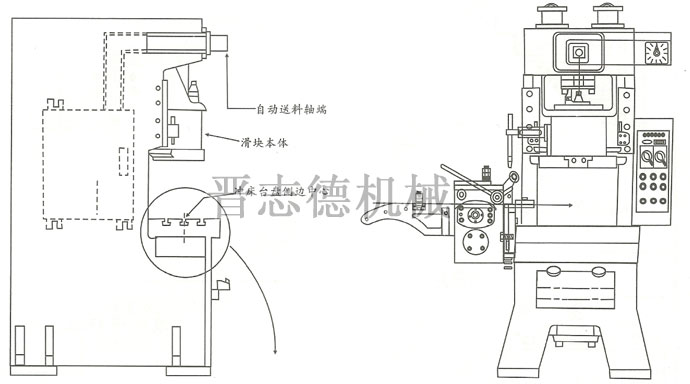
1、滾輪送料機安裝板的固定位置一定要對準沖床臺盤進料口一側的側邊中心位置(特別注意此位置并非滾輪機身的中心),同時打孔時沉頭孔一定要深,確保安裝板能完全固定牢固。
2、偏心盤固定座套入到沖床輸出軸上后,一定要將固定座上的三個固定螺栓鎖緊(很多客戶只鎖兩個,這樣是十分維修的),同時注意要確認套入后沖床輸出軸端面不可出偏心盤固定座的端面,若出則必須重新加工制作新的固定座。
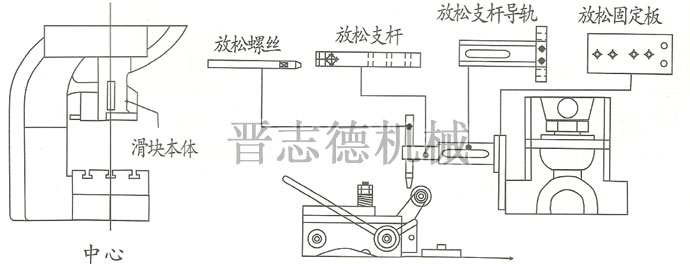
3、滾輪送料機放松打桿安裝在滑塊時,一定要注意其打桿中心位置要確保正好對準沖床下工作臺的中心且與地位保持垂直。
4、滾輪送料機拉桿調節時,務必先將沖床停止在上死點位置,然后再松開拉桿鎖緊螺栓進行調節,直至調節使拉桿與搖臂成為90度(±5度),再鎖緊螺栓即可。
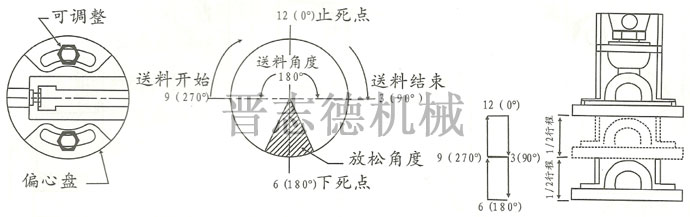
5、對滾輪送料機的送料時間、步距進行調節。晉志德滾輪送料機的送料步距、時間是通過偏心盤來控制的,根據所需調節偏心盤即可,對于安裝有第二微調裝置的滾輪,步距變動不大時,可直接在第二微調裝置位置調節。
四、滾輪送料機送料不準該如何解決?
答:滾輪送料機送料不準通常有兩種原因:
1、沖床輸出軸間隙過大造成送料不準。傳統沖床很多有輸出軸,不過它的輸出軸的間隙卻很大,雖滾輪送料機也可搭配其使用,不過送料機送料步距易受到間隙的影響,出現送料不準,因此輸出軸間隙很大的沖床要進行精密加工還是建議選用NC伺服送料機。
2、連續送料步距調節不正確。送料機在用于連續加工生產時,都需要先進行連續寸動、安一試沖確定送料步距無誤后才會進行,不過因滾輪送料機配有剎車裝置使其的連續送料步距和單次送料步距并不是相同的,因此真正設定時需通過多操作掌握規律,反復修正才能真正達到所需的送料步距。
文章發表:http://www.pingjiamianmo.cn/gunlunwd.html