



高速滾輪送料機換模后的調節
高速滾輪送料機在沖床換用不同的模具后,因不同模具有不同的模具高度、不同的沖壓工藝要求(步距、送料時間不同)、使用不同料寬料厚的材料,因此需對高速滾輪送料機進行一系列的調節,用于配合新模具沖壓加工生產之需求,這也是使用晉志德高速滾輪送料機時重要的一環。

高速滾輪送料機換模后的調節主要包括:送料高度、料寬料厚、送料步距、送料時間、搖臂拉桿的調節、放松打桿裝置調節這六大項。
1、對晉志德高速滾輪送料機實際送料高度進行調節,使其配合新換用模具的下模高度需求。此項調整工作通過調節高速滾輪送料機安裝板下的調節螺栓即可簡單的完成。
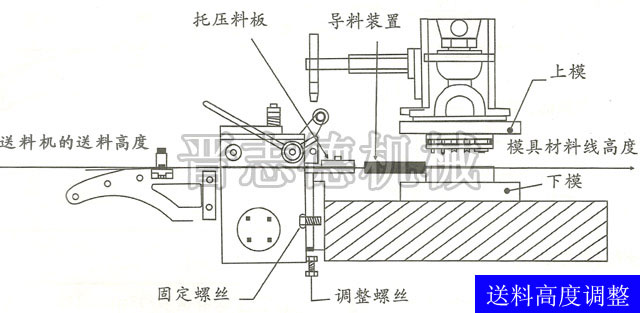
注意點:送料高度是以未進料時送料機出料托板高度與模具下模水平,而非進料后將料帶調節至水平;高速滾輪送料機實際送料高度調節完畢后必須將安裝板上的固定螺栓重新鎖緊。
2、對晉志德高速滾輪送料機的料寬料厚進行調整,使其能適應新材料屬性。料寬通過調節擋料輪的位置進行限位;料厚通過調節料厚調整盤來實現。
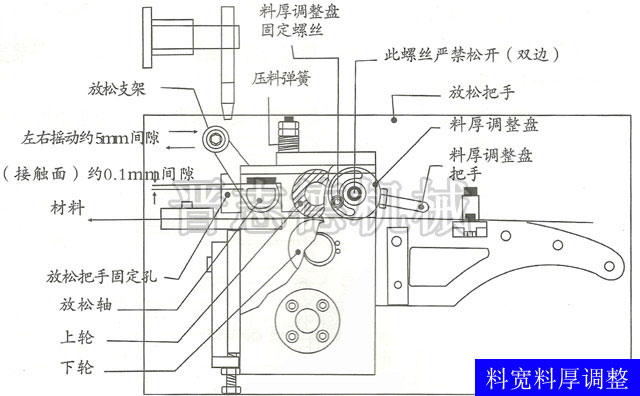
注意點:料寬料厚不可出晉志德高速滾輪送料機適用的料寬料厚的大范圍。
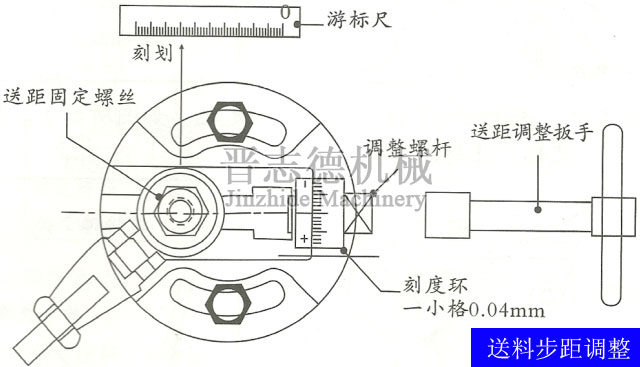
3、對晉志德高速滾輪送料機的送料步距進行調整,使其配合新的沖壓工藝需求。調節方法:旋松高速滾輪送料機偏心盤上的送料步距調整螺絲,然后旋轉調整螺桿,使調整好的送料步距與模具所需送料步距一致。
4、對晉志德高速滾輪送料機的送料時間進行調整,確定佳化的送料區間段。通過旋轉高速滾輪送料機偏心盤來調整送料時間。
5、對晉志德高速滾輪送料機搖臂拉桿的進行調節,使沖床停在上死點位置時,搖臂與拉桿角度為90度(高速滾輪送料機原理類似石磨磨豆腐)。
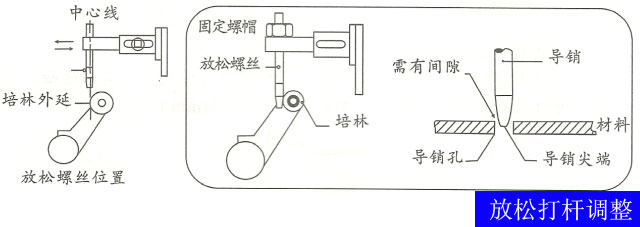
6、對晉志德高速滾輪送料機放松打桿位置進行調節,使其適用新模具之放松時間。
文章發表:http://www.pingjiamianmo.cn/gunlunhuanmo.html
版權聲明:近期出現了多家相關企業網站大規模盜用晉志德圖片、新聞的現象,為此晉志德機械在此特別對版權予以嚴正申明,凡來源為“晉志德”的文/圖等稿件,任何媒體、網站未經本站允許不得轉載、鏈接或以其他方式復制發表,違者我們將用法律手段維護公司的權益。